Le tsukurikomi :
l’art secret du sabre japonais

Dans l’histoire du Japon, peu d’objets incarnent aussi parfaitement la maîtrise artisanale que le sabre japonais.
Au cœur de cette perfection se trouve le tsukurikomi, l’assemblage subtil du kawagane et du shingane, deux aciers aux propriétés opposées mais complémentaires.
Découvrez avec mikazuki.fr les secrets du tsukurikomi.
Ce procédé, né d’une époque où les forgerons de l’archipel devaient composer avec des minerais de qualité inégale, a donné naissance à des solutions d’une ingéniosité remarquable.
Des méthodes comme le Kōbuse-gitae ou le Shihōzume-gitae ont permis de créer des lames à la fois souples, résistantes et d’une élégance unique.
Ces techniques, transmises de génération en génération, révèlent un savoir-faire métallurgique unique alliant précision, expérience et finesse de jugement.
Là où d’autres civilisations disposaient de minerais abondants et homogènes, le Japon, isolé par la mer et pauvre en ressources, a dû forger sa maîtrise dans l’adversité même de sa matière première. C’est cette pénurie d’acier parfait qui a donné naissance à l’une des métallurgies les plus raffinées du monde.
Nous allons à présent vous en dévoiler les secrets !
La matière première : le sable Satetsu

On imagine souvent qu’un sabre japonais naît sous les coups de marteau d’un maître forgeron.
Mais avant le feu et l’acier, tout commence par… une poussière noire : le satetsu, un sable ferrifère issu de l’érosion des montagnes.
Il ne contenait pourtant que 2 à 5 % d’oxyde de fer, bien moins que les riches minerais européens.
Rien d’impressionnant en apparence.
Et pourtant, c’est là que se joue toute l’histoire du sabre japonais : transformer l’imperfection en chef-d’œuvre.
Pour construire un fourneau tatara, il fallait absolument un accès à ce sable précieux et à beaucoup de bois pour fabriquer le charbon.
C’est pourquoi les ateliers s’installaient dans les montagnes où l’on trouvait ces ressources en abondance. Les artisans sélectionnaient le meilleur sable : idéalement jaune clair, friable comme du grès, ou encore le fameux sable masa, réputé pour produire l’acier le plus pur.
Après extraction, le sable était longuement lavé grâce à un réseau de canaux avant d’être acheminé jusqu’au fourneau.
De cette poudre sombre sortait, après des jours de fusion dans le tatara, un métal brut, complexe et imprévisible : le tamahagane, littéralement « acier-bijou ».
Il portait bien son nom, malgré ses nombreuses impuretés et irrégularités.
Car c’est justement ce matériau capricieux qui, entre les mains des maîtres forgerons, allait devenir la base de la lame la plus emblématique du monde : le sabre japonais.
Le four Tatara :
le cœur battant d’un savoir ancestral

Construction du four tatara,
première étape pour la création du tamahagane
Pour dompter ce minerai rétif, les Japonais ont mis au point le four tatara, une structure d’argile aussi frêle qu’ingénieuse.
Contrairement aux hauts fourneaux capables de fondre complètement le fer, le tatara ne dépassait pas les
1 500 °C : insuffisant pour liquéfier le métal.
De cette limite naissait une matière partiellement fondue une masse rugueuse appelée kera.
Le kera n’était pas un bloc uniforme, mais un mosaïque métallique vivante, mélangeant zones riches et pauvres en carbone.
Sa composition variait du fer doux (0,2 % de carbone) à l’acier dur (plus de 2 %).
Un forgeron occidental y aurait vu un défaut ; un forgeron japonais y a vu une palette de nuances, un alphabet de textures à recomposer.
L’art de la combinaison :
sculpter la perfection à partir du chaos

Triage et sélection du Tamahagane
Face à un métal difficile à contrôler, les forgerons ont mis au point une méthode de sélection très empirique.
Chaque morceau de kera était cassé, observé et évalué.
Pas avec des instruments modernes, mais à l’œil, au son et au toucher.
Les fragments qui se fendaient net, comme du verre, contenaient beaucoup de carbone. Ils servaient à fabriquer la partie tranchante, (hagane), le fil de coupe dur et tranchant.
Ceux qui se pliaient sans se casser, plus souples et malléables, formaient le noyau interne (shingane), capable d’encaisser les chocs.
Des morceaux intermédiaires entre ces deux extrêmes pour l'extérieur de la lame (kawagane) utilisé pour la surface extérieure de la lame
L’objectif était d’équilibrer deux qualités opposées : la dureté et la flexibilité.
C’est ainsi qu’est née la structure composite " kōbuse-gitae, hon-sanmai-gitae, et d’autres variantes" où les différents métaux se complètent.
Résultat : une lame capable de couper sans se casser, de vibrer sans se déformer "un équilibre parfaitement maîtrisé".
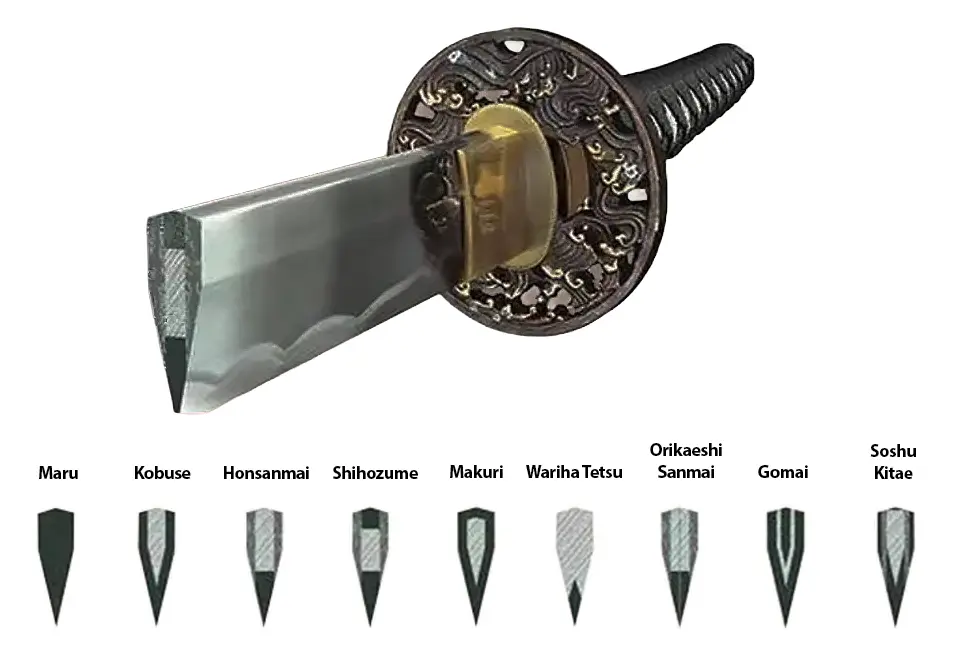
Les différentes méthodes de tsukurikomi
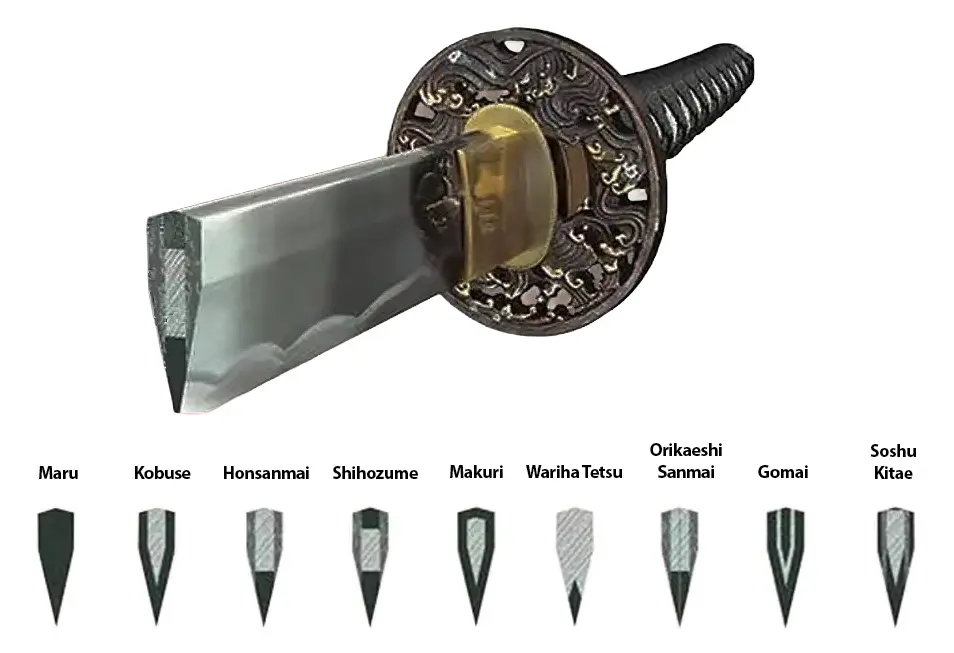
Les principaux styles de forge composite japonaises dont le fameux Sōshū-gitae de Masamune
Le terme tsukurikomi ne désigne pas une seule façon de faire, mais l’ensemble des techniques de construction interne d’une lame composite de nihonto.
Au fil des siècles, chaque école et chaque région du Japon a développé sa propre manière d’assembler les aciers selon sa philosophie, son climat et son usage du sabre.
Voici les plus célèbres :
La lame est forgée intégralement à partir d'un seul acier homogène (Muku-gitae).
(à ne pas confondre avec Hon-sanmai)
Trois aciers seulement : un dur au centre et deux doux sur les flancs.
L’inverse du Hon-sanmai, où le dur est à l’extérieur. → Lame souple et tolérante, mais le tranchant repose davantage sur la trempe.
Un acier dur (Hagane) forme l’enveloppe extérieure qui recouvre un cœur plus tendre (Shingane).
Une structure à trois aciers où l’acier dur (Hagane) du tranchant est inséré en sandwich entre deux plaques latérales (Kawagane) et un noyau interne souple (Shingane).
Le cœur tendre (Shingane) est entièrement enveloppé sur ses quatre côtés (dos inclus) par des aciers plus durs.
Technique complexe et typique de l’école de Kamakura, combinant plusieurs aciers de dureté variés superposés et juxtaposés.
Elle donne des lames puissantes, flexibles et remarquées pour la richesse de leur texture et de leur tranchant , un sommet de savoir-faire.
• Honsōshū-gitae :
Souvent confondu avec Sōshū-gitae, mais plus simple. Combine plusieurs aciers, mais avec un schéma plus régulier et symétrique. Le cœur souple est entouré de plusieurs couches d’acier dur, mais sans la complexité extrême de l’école Sōshū.
Le tranchant et la partie frontale de la lame sont constitués d’un acier dur. L’acier tendre vient se loger derrière, comme un support structurel. → Excellente résistance au choc frontal, idéale pour des lames conçues pour frapper puissamment.
• Wariha-gitae (割刃鍛え) :
Le forgeron fend une barre d’acier dur, y insère un cœur tendre, puis referme et soude le tout. On obtient une lame avec tranchant très dur et dos amortissant. Très efficace pour la durabilité du fil.
• Gomai-gitae (五枚鍛え)
« Cinq pièces » : cinq aciers assemblés. Généralement : 1 acier dur pour le tranchant + 2 aciers pour les flancs + 2 aciers enveloppant ceux-ci. → Structure stratifiée très stable, produisant souvent une hada (motif) riche.
• Kitae-agemasu (鍛え上ます) : (méthode évolutive)
Plus qu’une structure fixe, c’est un système : Le forgeron modifie le tsukurikomi selon les zones de la lame (proximité de la pointe, de la base, du dos…) → Optimisation progressive selon l’usage prévu — exemple : zone de pointe plus rigide, zone arrière plus flexible.
• Orikaeshi Sanmai
Variante du Sanmai où le panneau d’acier dur est replié en U autour du cœur avant soudure. → Très forte adhérence entre les aciers, limite les risques de délamination.
• Warikomi (割込み) :
Souvent réintroduit dans la coutellerie moderne : Une tige tendre est incisée et ouverte pour recevoir une lame d’acier dur, puis fermée et soudée. Même philosophie que Wariha-gitae, mais appliquée plus directement à l’insertion du tranchant.
Chaque méthode de tsukurikomi influence non seulement la solidité et la capacité de coupe, mais aussi la manière dont la lame réagit au choc et résonne dans l’air.
La Trempe Différenciée (Yaki-ire)

Si le Tsukurikomi fournit la structure interne, c'est la trempe différenciée ( Yaki-ire ) qui révèle et active les propriétés antagonistes des aciers assemblés, transformant l'ébauche en un Nihontō fonctionnel.
Le Rôle de l'Argile (Yakiba-tsuchi)
Après avoir été forgée et mise en forme, la lame est recouverte d'un mélange spécial d'argile réfractaire (Yakiba-tsuchi).
Le forgeron applique cette pâte de manière différentielle :
• Couche fine : Sur le futur tranchant (Ha).
• Couche épaisse : Sur le dos (Mune) et les flancs.
Cette couche d'argile agit comme un isolant thermique.
Le Processus de Trempe lors de la trempe :
La lame est chauffée uniformément à haute température, puis plongée brutalement dans l'eau.
1. Le Tranchant :
La fine couche d'argile permet au tranchant de refroidir rapidement.
Sous l'effet du choc thermique, l'acier à haute teneur en carbone du Hagane se transforme en une structure cristalline extrêmement dure appelée Martensite.
2. Le Corps :
La couche épaisse d'argile ralentit le refroidissement du dos et du cœur (Shingane et Kawagane).
Ces sections conservent leur structure originale, plus riche en Perlite ou Troostite, conférant souplesse et résilience.
C'est ce processus qui induit la célèbre courbure (Sori) du sabre japonais et génère la ligne de trempe visible.
Pour plus de détails sur la métallurgie de ces armes, des ressources techniques sont disponibles sur mikazuki.fr.
Le Hamon et le Jihada

Le Hamon (刃文) : Ligne de Trempe
Le Hamon est la ligne visible de démarcation entre l'acier durci du tranchant et l'acier souple du corps de la lame. Sa forme est dictée par l'application de l'argile et la technique de forge.
• Dans une lame en Kōbuse-gitae ou Hon-sanmai-gitae, le Hamon témoigne de la réussite de la trempe sur l'enveloppe extérieure.
• Des phénomènes microscopiques (cristaux de Nie et Nioi) apparaissent sur le Hamon, offrant une luminosité et une profondeur qui sont la signature artistique et technique du forgeron.
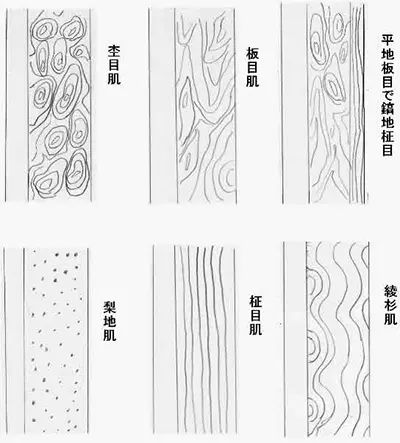
Le Jihada (地肌) : Le Grain de l'Acier
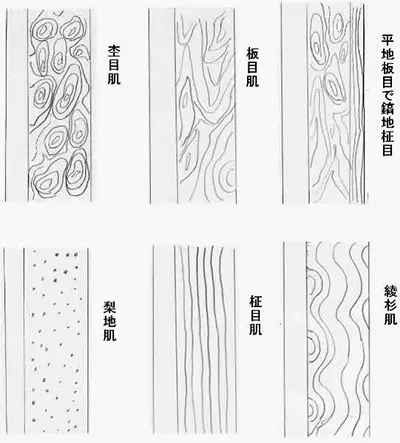
Le Jihada est le motif de grain visible sur la surface des flancs de la lame (Kawagane), résultat direct du processus de pliage (Kitae).
• Chaque style de Tsukurikomi et chaque école de forge (Yamashiro, Bizen, Sōshū) a un Jihada distinct.
• L'observation du Jihada permet aux connaisseurs d'identifier non seulement la tradition de forge, mais souvent le forgeron lui-même, faisant du Tsukurikomi un élément fondamental de l'expertise (Kantei).